
Waterbased Coil Coatings Utilised ‘Down Under’

At the 2007 NZMRM conference Dr. Lou Gommans made a presentation on the increasing use of waterbased paint coatings on the coil used by NZMRM members for converting into roof and wall cladding products. He subsequently elaborated on this in an article for Scope Issue 17.
Both of these discussed and emphasised the environmental and sustainable benefits of use of waterbased products to replace solvent-borne and also the improved finished product performance in New Zealand’s harsh exposure environments.
As the development and use of waterbased coatings increases, as does the need for these properties, we thought it useful to update and re-issue this article, both to remind those who read it the first time, and as new and useful information for those who didn’t.
Here it is. Note that the illustrations are from the original!
Stuart Hayman
Abstract
This paper will describe and detail some information relating to the long term use of waterbased coil coatings as used in the New Zealand market since the late 1980’s. Some common misconceptions about the use of waterbased coatings for coil coating will be dispelled. The performance requirements of waterbased topcoats designed predominantly for the residential roofing and wall cladding markets will be benchmarked against the recently revised AS/NZS 2728 Standard.
Sustainability, Environmental and Consumer expectations for coil coated product will be discussed making reference to waterbased coil solutions. Current global paint technology trends will be detailed.
Key Words: Coil Coating, Waterbased Coatings.
Introduction
A schematic of a typical coil coating process is detailed in Figure 1. Coil coating is a process whereby paint is applied to a coiled metallic substrate (usually by roller application) although other application techniques such as spray or hot melt have also been utilised. The coil strip is chemically cleaned prior to stepwise application of chemical pre-treatment followed by a primer then a topcoat application. All coatings are thermally baked at peak metal temperatures of about 230°C prior to the recoiled coils being ‘consumed’ for packaging, automotive, appliance, and roofing, siding or furniture applications. Roofing and wall cladding is the predominant market for coil coated product in Australasia.
The versatility of the coil coating process becomes clear when one considers that many substrates (CRS, HDG, Zincalume® and aluminium) and many differing paint systems (polyester, vinyl, PVC, fluorocarbon etc) can be utilised to provide technical solutions for the variety of coil ‘end-users’.
The Coil Coating Process. An Environmental Perspective
Resin suppliers and paint manufacturers are constantly striving to supply products which will ultimately reduce the release of volatile organic compounds (VOC) into the atmosphere. The subject of air quality and the control of air pollutants from industrial processes is a very comprehensive and complicated area of research.
Significant legislative efforts are underway to limit climate change by promoting the reduction of pollutant emissions to the environment. The development of policies to protect human health and safeguard sensitive ecosystems is just as high on government agendas. The Solvent Emissions Directive (SED) (1999/13/EC) and the Paint Products Directive (PPD) (2004/42/EC) are two pieces of recently enacted legislation which target the direct and indirect effects of emissions of VOC into the environment.
The legal framework concerning industrial emissions in the European Union has been reinforced with the introduction of the Industrial Emissions Directive (IED) (2010/75/EU). This legislation incorporates the SED (1999/13/EC), but also embraces other directives including the IPPC Directive (2008/1/EC), Large Combustion Plants Directive (2001/80/EC), Waste Incineration Directive (2000/76/EC) and Directives relating to the titanium dioxide (used as a pigment in many paints) industry. The legislative purpose of the IED is to ensure that;
- All installations generating industrial emissions must be controlled by permits
- Permit conditions must include ELV (emission limit values) for all pollutants
- Best Achievable Techniques (BAT’s) will be utilised to prevent pollution, and if this is not possible, to reduce it.
BAT techniques can be described under the following headings
Best - most effective in achieving a high general level of pollution abatement for the European Community
Achievable - solutions are developed on an economical and technically viable basis
Techniques - a term describing the technology used and the way installations are designed, built, maintained, operated and finally decommissioned.
These pieces of legislation are directed at removing the human health and environmental burdens that fugitive VOC emission pollutants generate when released into the environment. The European Environment Agency (EEA) is focusing upon reducing air emissions of ozone precursors – predominantly nitrogen oxides, non-methane VOC’s, acidifying pollutants (SO₂) and fine particulate matter (PMD). Emissions of NMVOC (non-methane VOC), oxides of nitrogen, carbon monoxide and methane contribute to the formation of low level ozone (tropospheric ozone) and the adverse effects on human health and ecosystems (crops, forest, and vegetation) are well documented.
More recently, the China National Coatings Industry Association (CNCIA) has mandated that coatings manufacturers will pay a consumption tax (at a rate of 4%) for all coatings manufactured and sold with a VOC of greater than 420 g/l. China is thus implementing sweeping Environmental Protection changes in the Industrial Coatings Market Sector. The systematic identification of sources of VOC, environmental hazards, policy control systems and standards are currently being implemented in the Chinese Paint Industry.
Coil coating processes traditionally use gas fired ovens with after burner incineration/thermal oxidizers to ensure that noxious emissions to the environment are controlled and minimised. Stringent legislative controls (i.e. Resource consent controls) are placed upon the released combustion products (other than carbon dioxide and water). Typically key emissions of VOC, carbon monoxide, oxides of nitrogen, isocyanates and ozone are monitored (ozone is monitored when UV processes are used). In addition the limitation of fugitive VOC emissions i.e. solvents which escape to the environment during the handling, loading, and mixing of thinners/paint, and of contaminated solvent is also the subject of controls. All emissions must be free from droplets, persistent fumes or mist and must be free from offensive odour (boundary condition).
These global requirements align closely with the typical resource consent conditions for coil processing in NZ with the proviso that specific detailed resource consent condition requirements vary with local district authority practices.
Coil Coating can be considered as a ‘closed’ process – ‘closed’ meaning that all solvents and gas i.e. ‘fuel’ are consumed in the combustion process and that all by-products are efficiently incinerated or oxidised prior to discharge to the environment.
A survey of the predominant coatings technologies, currently utilized by the NCCA/ECCA Coil Communities (Europe/USA) is conspicuous by the absence of low VOC waterbased technology (Refer Table 1).
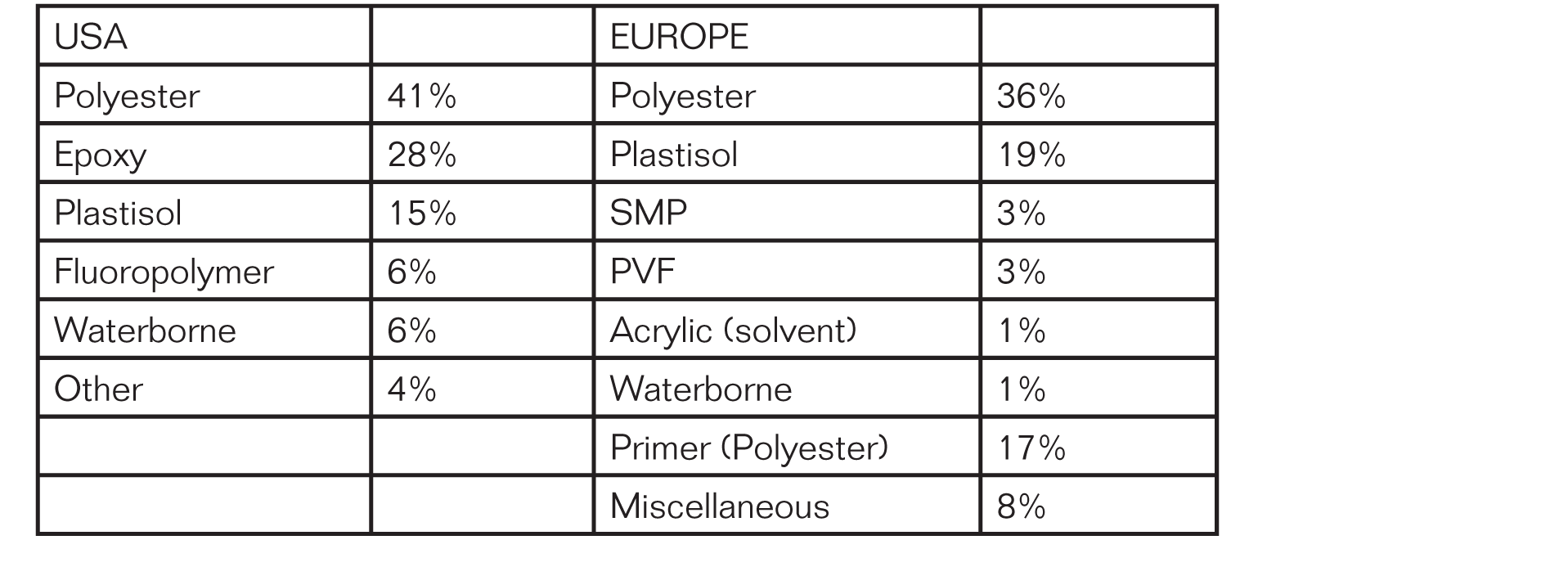
Table 1 – Summary of Global Coil Paint type statistics
In essence most of the technology summarised in Table 1 (excluding PVC Plastisol) is based upon medium solids, medium VOC (ca. 500g/l) solvent based technology. The exception being PVC Plastisol – PVC Plastisol is a rapidly diminishing technology, because of expressed environmental concerns relating to the use of PVC and PVC Plasticiser technology. In addition Plastisol technology has a poor exposure performance record in Australasia’s severe UV/Thermal exposure environments.
Why then do medium solids’ solvent rich technologies continue to be used in the Coil Coating Process? The answer lies in the following bullet point summary.
- All paint technology products have 100% paint transfer (nil paint waste from overspray or pot-life issues) - when roller coated
- Economics/ease of use/durability/warranty considerations
- The solvents in the paint are used as ‘fuel’ to cure the thermoset coating i.e. most ovens are gas fired
- All combustion products (from gas fired ovens, polymer related split off volatiles) are ‘sanitised’ via afterburner incineration/thermal oxidizers/catalytic oxidisers
- Waste containers are efficiently recycled i.e. 200ml drums, MBC or tanker supply
- The coil process is highly efficient in terms of energy consumption per area of paint applied
- The coil process uses water sparingly (predominantly coil quenching processes prior to recoiling)
Other Considerations - Environmental and Sustainability Issues
The UK Government has published key themes for sustainable construction. These can be summarized as follows:
- Design for minimal waste
- LEAN Construction and minimize waste (i.e. use light, strong materials)
- Minimize energy in construction and use
- Do not pollute the environment
- Preserve and enhance biodiversity (i.e. ensure no impact on biological communities)
- Conserve water resources
- Respect people and the local environment
- Monitor and report (i.e. use benchmarks)
The environmental ‘friendliness’ of the coil coating process, coil recyclability, long span in service, easy maintenance, excellent aesthetics and appearance make coil coating a strong ‘environmental choice’. The alternative to coil coating processes are labour intensive spray applied processes; clearly these are not the preferred cost effective options nor are they environmentally friendly ones.
The clear focus of sustainable development is to “improve the quality of life for all without increasing the use of natural resources beyond the capacity of the environment to supply them indefinitely “– this thinking is now mainstream thinking. Considerable attention is being placed upon coating vehicles which can be seen as being carbon neutral through life cycle analysis studies. Research into sustainable acrylic technology is, not surprisingly, well advanced and well researched. Considerable effort is being focused upon generating sustainable acrylic raw materials via a number of novel processes (plant based production and /or generation from renewable feedstocks).
Acrylic technology is a very dominant global technology used for surface coatings and is estimated to be 80% plus of the USA topcoat market.
In addition the use of waterbased coatings with low VOC content is recognized as a preferred method of minimising VOC emissions along with other options such as higher solids, powder, organic free coatings and radiation cure technology. The advantage of water based systems becomes clearer when we look at “other compliance matters” and refer to the requirements contained in AS/NZS 2728.
Other Compliance Matters
The awareness of sustainable materials has already been touched upon but other issues have become strong drivers for ‘change’. Indeed the issues listed below were considered as key drivers for change away from solvent borne
technologies (PVF, SMP) in the NZ market as early as the late 1980’s.
- Elimination of odour and toxicity associated with HAPS’s (Hazardous Air Pollutants) e.g. isophorone in PVF2
- Reduction of fire risks and associated ease of storage of large quantities of coil paint product in close proximity to hazardous, non-flash-proof equipment (e.g. ovens, electrical appliances)
- Nil capital investment to switch from solvent-borne to waterbased technology
- Removal of high vapour pressure HAP’s which constitute a risk to human health creating a bioaccumulation hazard in coater room environments (solvent-borne products containing lower boiling point solvent cocktails with higher TWA/TLV thresholds compared to waterbased technology)
- Waterborne technology having proven durability advantages in the finished product compared with solvent-borne technologies
- Regulatory compliance with Dangerous Goods Storage and HASNO product labelling requirements
- Waste disposal regulations for waterbased product much less demanding than for solvent rich technology
- Air resource consent requirements for fugitive emissions are minimised when water based options are exercised
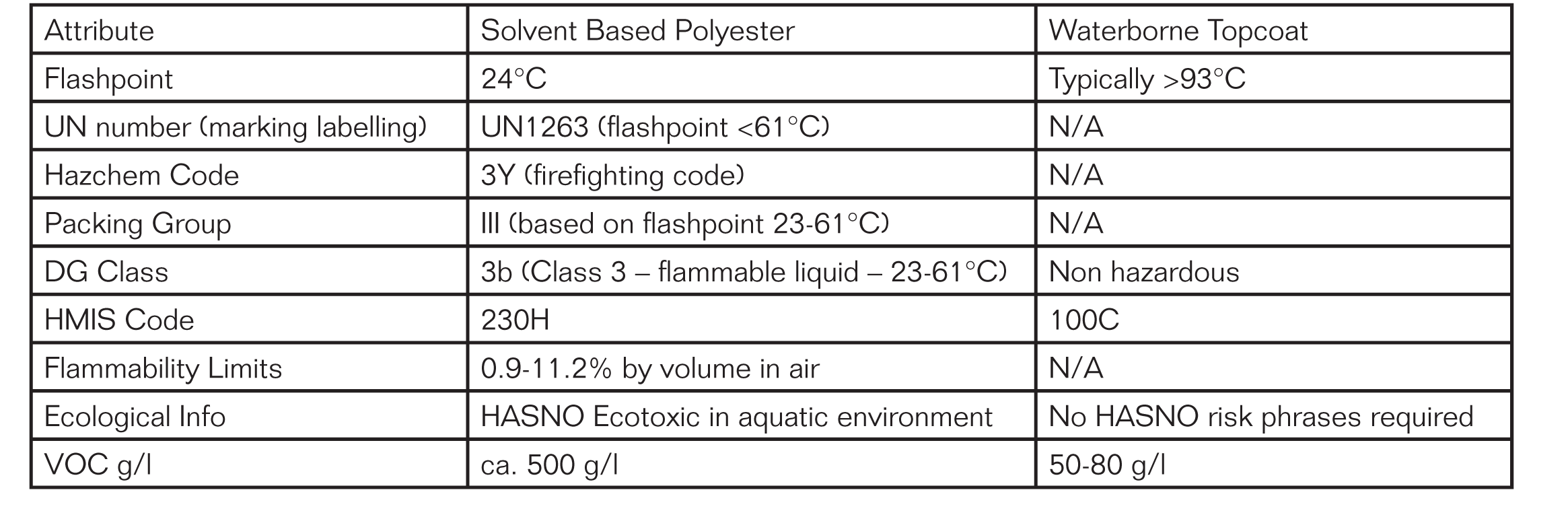
Table 2 summarises some compliance points of difference when a waterbased coating is compared with a solvent borne equivalent technology. These are quite compelling.
Summary of AS/NZS 2728:2013 – Prefinished/prepainted sheet metal products for interior/exterior building applications – Performance Requirements.
To quote from the Standard –
“This Standard specifies performance requirements for prepainted and organic film/metal laminate products in sheet and strip form that are coated on one or both sides, and that are intended for fabrication into products for use in the construction or finishing of buildings.”
The “Standard classifies prefinished/prepainted metal products into six types according to their performance, in respect to durability and aesthetics, in environments varying severity.”
The coil-coated product types are aligned with ISO 9223 Corrosion Categories and with AS/NZS 2312 Atmospheric Corrosivity Categories. The corrosivity environment is correlated with corrosion rates of mild steel (µm/y) as a benchmark to measure corrosion rates.
The performance requirements for prefinished metal products cover standard aesthetic requirements as well as standard mechanical test property attributes i.e. appearance, specular gloss, dry film thickness, reverse impact, scratch resistance.
In addition and most importantly, the Standard covers key performance attributes for coil coated product types. These key performance product types being related to the;
n Durability of the organic film reflected in gloss loss, checking, chalking, colour change, cracking, flaking and peeling related to four year durability requirements of the organic coating at sunshine test sites. These sites have quantified solar weathering index requirements.
- Humidity resistance and corrosion resistance (Cyclic corrosion testing salt spray resistance, humidity testing and four year corrosion resistance tests at ISO 9223 ranked corrosion exposure sites).
Performance of Waterborne
Coatings in accordance with AS/NZS2728 requirements
The waterborne topcoats supplied to the NZ market (from PPG) all meet with the four year durability requirements of AS/NZS2728. All new technologies are subject to assessment to AS/NZS2728 requirements prior to release into the market place.
Figure 2 illustrates PPG’s
Muriwai exposure site (showing the severe corrosion resistance testing that these coatings need to endure prior to market release). This site is extremely aggressive, is classified as a C5 site (under ISO9223 nomenclature) being located 80 metres from the breaking surf. The AS/NZS 2728 benchmarks all corrosivity requirements for this site such that all test data from this site can be correlated with other C5 sites on a global basis. This location is also currently under study by the NZMRM Corrosion Project.
As an old saying goes “the proof of the pudding is in the eating”. Figures 3 and 4 illustrate some long term exposure building case histories for high profile coil clad structures. The aesthetic appearance, longevity and enduring beauty of these coated finished buildings demonstrates that waterbased coating solutions indeed can perform and are performing well in the real world. In short the colour, gloss and chalking requirements easily meet with AS/NZS 2728 requirements as well as customer warranty expectations.
Perceived Inadequacies of Waterbased Coatings
Table 3 details a list of perceived inadequacies of waterbased coil coatings. In reality none of these perceived inadequacies stack up with the coil processes operating in NZ.
All of these attributes – flow, mar/resilience, in-tray skinning, coating solvent boil at fast line speeds, durability optimisation and corrosion enhancement – are all getting lots of attention from coatings suppliers with some exciting research outcomes being close to commercialisation.

Table 3 - Perceived Inadequacies of the use of waterbased coil coatings
Coil Perspectives on Coatings for the Future
The performance of Coil Coating Systems for today and expectations for tomorrow is an important consideration (of course!)
In essence:
Performance expectations from the consumer (and the coil applicator) are increasing NOT decreasing.
- Compliance expectations are becoming more stringent as one would expect as Environmental and Environmental Health and Safety expectations continue to be driven hard through regulatory channelsWaterbased coatings continue to develop and evolve at a great pace – companies such as PPG already have next generation technologies under development not only for topcoats but for primers and backing coat applications as well. The combination of good in-plant operational performance (long considered a considerable drawback of waterbased coatings), excellent durability and good corrosion performance make waterbased coil coating technologies of interest to all coil lines. The additional Environmental Health and Safety benefits realised in room environments, product storage, safety considerations, ease of transportation and lack of hazard ID protocol make waterbased coil an interesting option – no question about that……!

Figure 2. PPG’s Muriwai Exposure site located on the West Coast of NZ

Figure 4. Photo of a high profile building demonstrating the aesthetic beauty of a - building clad with waterbased coil coated product