
NZMRM corrosion testing of fasteners and their interaction with metal cladding





In 2012 and 2019 we reported on the previous stages of this project. As we now approach the end of five years of the most recent stage, this article reviews the whole project and provides more detail of the current phase, and what may come next...
One aspect of all this testing to remember (and indeed this applies to most durability testing involving several or many years of exposure duration) is that to some extent it can be out of date before it finishes. This is because although we (or any tester) take the most recent product for exposure they are also being improved by the manufacturers. In some of our testing the products have been changed after we started assessment and at the end of the assessment (5 years typically) the product marketed is different (hopefully better) than at the beginning. It is certainly the case that none of the screws we tested in programmes from 2006 on should be currently being used for roofing, and most products have changed (and improved) several times since then.
Note also that we are not discussing specific screws from named suppliers, but the overall programme of testing and general outcomes.
So, to review the earlier work
As early as 2000 Pacific Coil Coaters expressed at an MRM conference their concern about fastener failure issues. Then in 2005 they called a meeting of roofing manufacturers and installers and fastener suppliers. They showed us samples of every screw they could find, from then current supply. Virtually all showed unacceptable levels of rusting. (Note that at that time only Class 3 per AS 3566.2 was required). So what were we going to do about it?
The first thing we did was to erect a corrugated steel roof at a test site near Muriwai Beach, a west coast location north of Auckland, and which had previously shown to be severely corrosive by measurement, and used for some years by Gerard Roofs for tiles. Into this roof screw suppliers installed a range of their screws as they would normally have supplied.
What this quite quickly showed was that the earlier assessment was correct. One screw failed within 6 months and most of the others within 18 months. Now this is a very severe test site and product that showed damage there might well survive for some years in a milder environment. Nevertheless, for NZMRM this was a concern. At a time when we were emphasising the durability benefits of Zincalume and encouraging replacement of old galvanised roofs, having even just visual failures of the fastenings was not good.
After “energetic discussions” with screw suppliers (all of whom were offering “improved” products) we decided on a more thorough assessment at several locations. This ended up as a massive exercise and took a couple of years to prepare before starting in 2012. This has been reported in Scope previously , so just a summary will do here.
It was decided to be very thorough as we might only get one pass at the issue. We planned to test all the then available metal roofing products with several fasteners from each of the principal suppliers, with assemblies washed and unwashed.
This was done by building special sheds with 45 degree roofs with three rows of panels, eight different substrates and 8 different screws.
First two rows were fully exposed and the top row covered with clear sheet so that air (salty, damp, or whatever) could enter but no rain-washing was possible. A shed was used as a persisting gift to the sites used, which were (north to south) Waipu Golf club (east); Muriwai Golf Club and Taharoa ironsand mine (west); Nelson boulder bank (north facing) and Invercargill Clay Target club (south facing). All these within 1-200 m from the sea, but with differing wind directions. These sites were assessed using both the methods in ISO 9223 etc, by exposing metal coupons and assessing metal weight losses annually and to a limit set by the standard, and also by measuring the corrosivity of the atmosphere over time intervals by using a salt candle to assess the actual salt content of the air, analysed monthly by local laboratories, and by recording the humidity and temperature at 5 hour intervals and analysing the data at 6 month intervals. Based on the ISO standard set these measurements were supposed to reveal the relative and absolute corrosion levels of the sites. We also examined the actual roofs and screws at regular intervals.
This, although according to the ISO standard, revealed a number of issues during the five years of its life. The zinc coupons were required to be a specific type from a specific manufacturer in France, but in spite of acquiring these, the outcomes were quite variable depending on the location and the actual chemical weathering. We had changed to steel by the end of the test series. Being close to the sea doesn’t actually mean super corrosive and we learned that west coast is necessary and significantly more corrosive than the other sites. In the end of the sites used, Nelson was dismantled and the roof panels analysed; Invercargill was virtually unaffected and is still there; Waipu was not very affected and we offered to replace the shed roof, but is still there. Muriwai was severely affected and after the site was required we carefully dismantled the roof panel (not a shed) and recorded the outcomes. Taharoa was used for a couple of other useful exposure tests, and the shed after recording its condition was left. Subsequent development of the site means it is no longer there. So we learned a lot from these exposures, including a lot of things not to do, whatever the Standard says. And our fastener suppliers also learned a lot from this and in spite of AS 3566.2 being terminated we now owe Class 5 fasteners and powder coating to some of these learnings.
So what next? The next sequence started in 2017. At this point we had been able to assess different manufacturer’s fasteners and their effect on cladding. We had narrowed down our interest into Zincalume based cladding, painted and unpainted. Knowing that the cladding still performed better than the fasteners we wanted to test only “Class 5” screws painted and unpainted. While not really defined in a standard other than NZMRM we understand Class 5 to be “better than Class 4” the previous best. Worth noting is that when we started all this in the early 2000s, Class 3 was the norm. Now no-one serious in NZ or coastal Australia would use these externally. (Unfortunately Class 3 screws are still available in NZ. The apparent cost saving from these is quickly outweighed by having to be replaced and/or damaging the cladding).
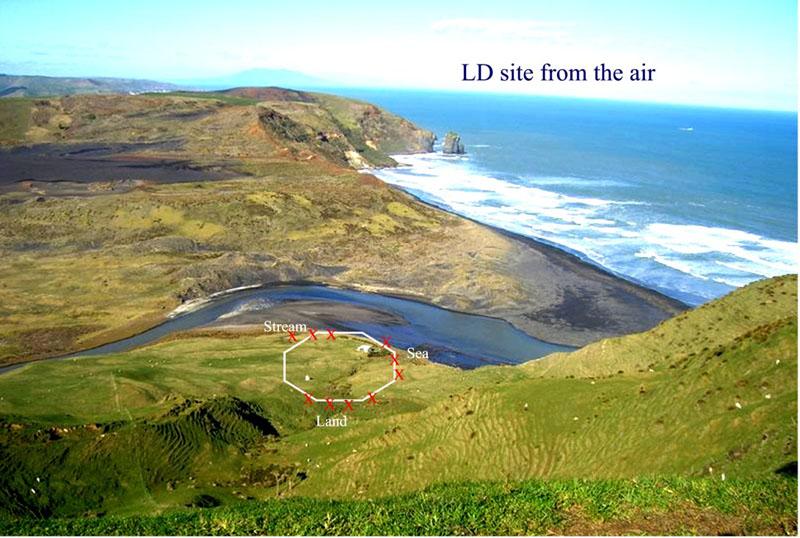
Our main suppliers had all improved their products and wanted to have them tested. We needed a severe site accessible from Auckland at a reasonable distance. We located two possible sites – the NZ Steel North Head ironsand mine and a beach on the Limestone Downs property of the Alma Baker Trust, a charitable trust carrying out agricultural research on a large fairly isolated property. In 2017 we put out steel coupons in both locations to see which was more severe. By a narrow margin the Limestone Downs site was chosen.
We first installed a setup of eaves flashings to create a long term assessment of different alternatives.
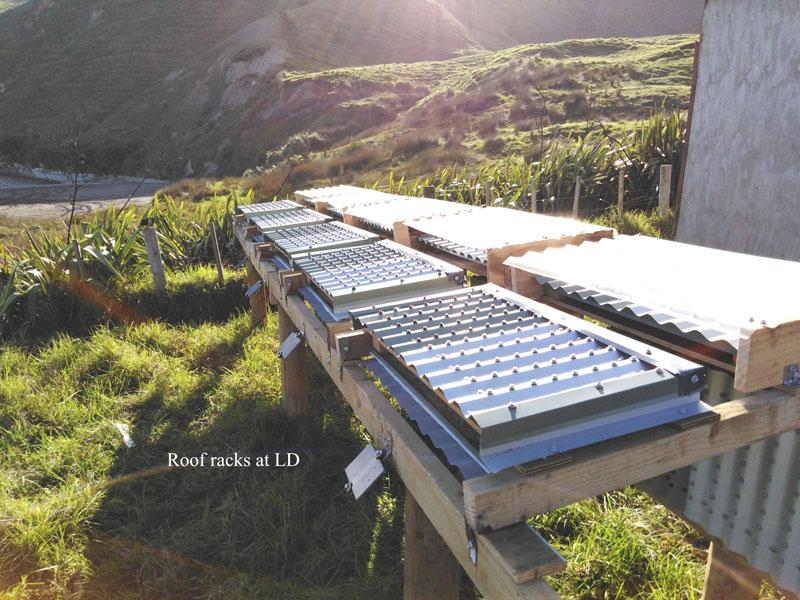
We then offered our site for testing to our regular supporter screw suppliers and ended up with five takers. In 2019 we installed test panels of painted and unpainted roof and screws in four configurations – fully exposed; partly covered with clear sheet; partly washed (mounted vertically under the fully exposed panels, and upside down again under the exposed panels.
We (MRM) have been critical of the use of “rattle-guns”- hammer drills – as visually we can see damage to the paint on the head of the screws, with frequently visually scraps of paint left on the roof. We decided to try and assess this by using different drills on all available screws and expose at the site. Typically several of the screws had already had the coating method changed since the first lot were put out.
Other tests done include the effect of wet treated and untreated timber in contact with Zincalume and Colorsteel.
The site has been assessed by steel coupons annually and although there has been some inconsistency in the results this is a very severe site, with our panels facing directly towards the sea.
Reporting to suppliers will happen as and when their products meet our current definition of failure as specified in the Code of Practice. This is a work in progress, and annual inspections check what is happening.
So, what next?
Current plans include an open fronted shed to more properly provide typical unwashed areas. We have a good location on site, facing the sea over the existing racks. Just need to build it. We also plan to make new racks with better provision for partly washed areas. Just to note that access to the site is difficult physically, and we also need to take into account calving. We have been fortunate in that the farm manager has provided great help in installing and transporting racks – and pulling our vehicle out of serious holes. We plan visits in April, before winter weather and inaccessibility, to inspect and change steel coupons. (Note that it is important that the coupons are not exposed for long before winter cold and wetness). We then visit again in November/December to inspect and carry out any work – like shed building.
Anyone with a spare helicopter?
S.Hayman 14/4/24